| |
| |||||||
 |
| | LinkBack | Thread Tools | Display Modes |
 07-01-2011, 08:48 AM
07-01-2011, 08:48 AM
| #1 |
| RCC Addict Join Date: May 2010 Location: The heart of the south
Posts: 1,138
|
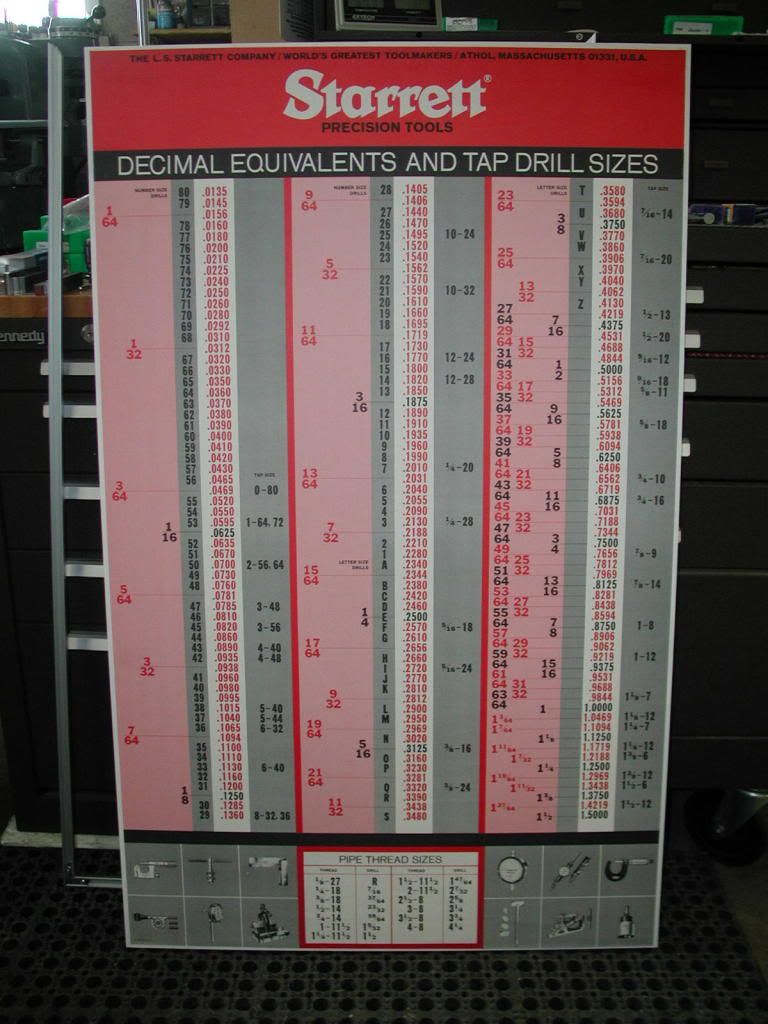
For us that don't work in the metal machining world, this chart is of great help. At least it was to me. http://www.physics.harvard.edu/servi...HREADCHART.pdf |

|  |
| Sponsored Links | |
| | |
|
07-01-2011, 02:10 PM
| #2 |
| I wanna be Dave Join Date: May 2008 Location: Baltimore
Posts: 4,442
|  Thanks for the link, this is a good to use as well. |
|
| |
|
07-01-2011, 08:50 PM
| #3 |
| Suck it up!   Join Date: Mar 2008 Location: Arkansas
Posts: 11,652
|
What, no metric system?  Last edited by Duuuuuuuude; 07-01-2011 at 08:53 PM. |
|
| |
|
07-02-2011, 01:12 AM
| #4 |
| Quarry Creeper Join Date: Apr 2009 Location: sandia park, nm
Posts: 263
|
good info, thanks. might help in the day to day as well.
|
|
| |
|
07-02-2011, 07:40 AM
| #5 | |
| I wanna be Dave Join Date: Nov 2010 Location: 07456 N. NJ USofA
Posts: 8,314
| Quote:
 | |
|
| |
|
07-02-2011, 09:24 AM
| #6 | |
| RCC Addict Join Date: Nov 2006 Location: Lowell, Arkansas
Posts: 1,307
| Quote:
| |
|
| |
|
07-02-2011, 09:55 AM
| #7 | |
| I wanna be Dave Join Date: Nov 2010 Location: 07456 N. NJ USofA
Posts: 8,314
| Quote:
| |
|
| |
|
07-02-2011, 11:35 AM
| #8 |
| I wanna be Dave Join Date: Aug 2008 Location: Deep in Swing Town
Posts: 3,011
|
I found that an 1/8" clearance hole for a 3mm is too big...
|
|
| |
|
07-02-2011, 11:43 AM
| #9 | |
| Suck it up! Join Date: Mar 2008 Location: Arkansas
Posts: 11,652
| Quote:
| |
|
| |
|
07-02-2011, 01:12 PM
| #10 | |
| RCC Addict Join Date: Nov 2006 Location: Lowell, Arkansas
Posts: 1,307
| Quote:
| |
|
| |
|
07-02-2011, 05:03 PM
| #11 |
| RCC Addict Join Date: Nov 2010 Location: England
Posts: 1,603
|
when i was an apprentice many years ago the best reference for threads and other machining know how was the Zeus book of tables. plastic coated flip book. i still have my 1976 edition somewhere http://cgi.ebay.co.uk/ws/eBayISAPI.d...m=310187580240 someone has converted them to PDF format here http://www.green-oval.com/data/zeus.pdf Last edited by M1tch; 07-02-2011 at 06:29 PM. |
|
| |
|
07-02-2011, 06:18 PM
| #12 |
| Got Worms? Join Date: Jun 2009 Location: Golden, CO
Posts: 6,116
| |
|
| |
|
07-02-2011, 07:17 PM
| #13 |
| RCC Addict Join Date: Nov 2010 Location: England
Posts: 1,603
|
i like that...... a lot |
|
| |
|
07-03-2011, 02:34 PM
| #14 | |
| Quarry Creeper Join Date: Apr 2005 Location: Malaysia
Posts: 374
| Quote:
| |
|
| |
|
07-03-2011, 05:06 PM
| #15 | |
| I wanna be Dave  Join Date: Dec 2009 Location: San Francisco
Posts: 2,236
| Quote:
| |
|
| |
|
07-03-2011, 05:29 PM
| #16 | |
| TEAM MODERATOR  Join Date: May 2004 Location: Tennessee
Posts: 10,855
| Quote:
Very true. Allot of times at work, material, tolerances, and application plays a part in what size hole I drill for a threaded hole. What style of tap also plays a big part in what drill I use. | |
|
| |
|
07-04-2011, 01:34 PM
| #17 |
| Newbie Join Date: May 2011 Location: San Diego Ca
Posts: 20
|
0-80 .500 deep in SS is easy. Don't bother even trying lol.
|
|
| |
|
07-04-2011, 03:32 PM
| #18 | |
| I wanna be Dave Join Date: Nov 2010 Location: 07456 N. NJ USofA
Posts: 8,314
| Quote:
. Rolled is better, but not found often.Then again, you could be referring to straight flute vs. spiral flutes......  | |
|
| |
|
07-04-2011, 03:47 PM
| #19 | |
| TEAM MODERATOR Join Date: May 2004 Location: Tennessee
Posts: 10,855
| Quote:
| |
|
| |
|
07-05-2011, 06:51 AM
| #20 | |
| I wanna be Dave Join Date: Nov 2010 Location: 07456 N. NJ USofA
Posts: 8,314
| Quote:
As to chips breaking taps, having them go to the bottom of a blind hole can bind the tap & break it. Not backing the tap off to break chips can be as bad (in 3/4-1 turn, back 1/2 turn.....). Bending taps also breaks them off. Funny story....one place I worked, we ordered TiN taps for a job, our purchasing dept bought HSS taps & had them sent out for Tin coating. They couldn't figure out why we were pissed when they came in. | |
|
| |
|
| |



 Linear Mode
Linear Mode








