Everything mtdriver said up there is dead-on to what I cut stainless at. Right down to the insert, except that I only use a .031" radius wnmg for roughing and finishing. I use the sfm mtdriver recommended but, use .008" feedrate.
-
Welcome to RCCrawler Forums.
It looks like you're enjoying RCCrawler's Forums but haven't created an account yet. Why not take a minute to register for your own free account now? As a member you get free access to all of our forums and posts plus the ability to post your own messages, communicate directly with other members, and much more. Register now!
Already a member? Login at the top of this page to stop seeing this message.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Shop Holmes
- Thread starter JohnRobHolmes
- Start date
Ran Sandvik pretty exclusively at my last shop. Always performed better than expected. Cant remember specifics like grades though, been too long. Using Iscar at my new shop. Seems OK, but I dont have the freedom to experiment all night, they just want production.
I tried a few others in my time at the old shop trying to see if I could lower tooling costs. I remember asking for samples from MSC comparable to my Sanvik rough and finish turners. Got two Kennametal and a Seco. Didnt change feedrates, just used different inserts. Absolute garbage they sent me. The Seco was OK, but didnt last. Kennametals just crap all around. I called back and told them my findings, said they sucked. They asked material and speeds and feeds. Told them and they said well thats your problem, youre pushing too hard. I responded with why have my Sandviks done this for the last 2 years then? Silence...
Same encounter with an OSG rep wanting me to go to their inserted mills. Couldnt keep up with my Sandvik tooling. Dropped production on that job almost 50%. Taps though, love OSG!
I tried a few others in my time at the old shop trying to see if I could lower tooling costs. I remember asking for samples from MSC comparable to my Sanvik rough and finish turners. Got two Kennametal and a Seco. Didnt change feedrates, just used different inserts. Absolute garbage they sent me. The Seco was OK, but didnt last. Kennametals just crap all around. I called back and told them my findings, said they sucked. They asked material and speeds and feeds. Told them and they said well thats your problem, youre pushing too hard. I responded with why have my Sandviks done this for the last 2 years then? Silence...
Same encounter with an OSG rep wanting me to go to their inserted mills. Couldnt keep up with my Sandvik tooling. Dropped production on that job almost 50%. Taps though, love OSG!
Last edited:
I'm jealous of the bar stock feeder setup... But at the same time, that means higher production, and I like sticking with small jobs.
Right now im not using the bar feeder, it's more pain than help. I'm still running it in smaller 40pc batches so I can keep an eye on finish and fit as the tools wear. After a while ill turn it loose once I know how far tolerances drift.
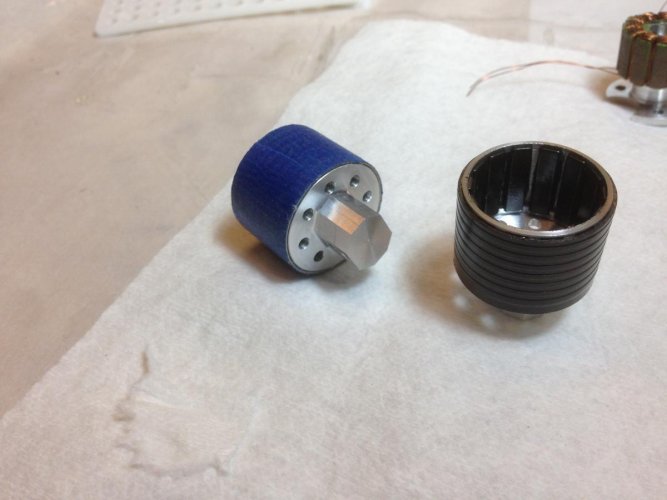
Wednesday we set up the machine for a UAV motor run. This will be the first brushless motor I have built 100% from scratch. The only part I didn't design is the stator laminations. We got some super fancy magnets and the can will also be the assembly jig which is sweet for me. It will be a great test of jig less assembly that I would like to implement into Pullers.
Wednesday we set up the machine for a UAV motor run. This will be the first brushless motor I have built 100% from scratch. The only part I didn't design is the stator laminations. We got some super fancy magnets and the can will also be the assembly jig which is sweet for me. It will be a great test of jig less assembly that I would like to implement into Pullers.
I can imagine the bar feeding being pretty nerve racking, and thats on top of the live tooling on a lathe. A lot of things can go very wrong if you over look something.
Pretty cool that you now have the capability to make entire motor from start to finish in house now.
Pretty cool that you now have the capability to make entire motor from start to finish in house now.
I have been given permission to publicly share the UAV motor and specs, as long as I don't share the companies and applications. DARPA funding has a lot of restrictions, which is why I'm glad to be a contractor to a contractor and not under direct scrutiny!
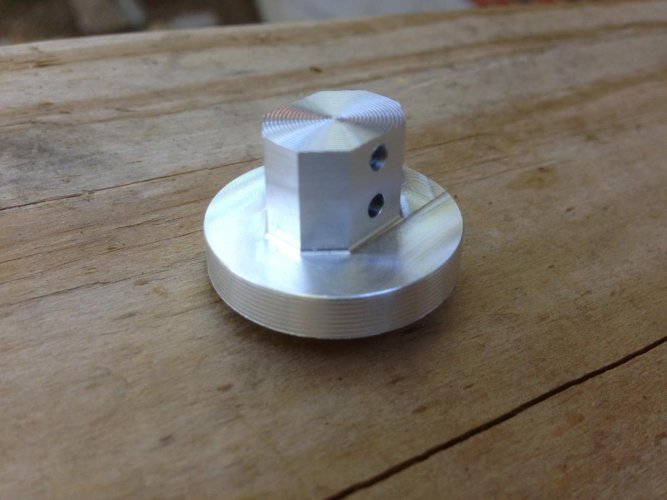
The start of the housing, endbell with integrated prop mount. Because of the design I couldn't pull off a finished part in one op unless I purchased a few more live tool holders. No worries, we are only producing 5 or 6 units in this batch.
Next up is back side operations for the shaft and magnet jigging.
The start of the housing, endbell with integrated prop mount. Because of the design I couldn't pull off a finished part in one op unless I purchased a few more live tool holders. No worries, we are only producing 5 or 6 units in this batch.
Next up is back side operations for the shaft and magnet jigging.
Attachments
The hard line that is visible from the milling path exit is only a surface texture reflection, there is no variation to the surface height as it appears.
So what are yall big machine operators using for feeds and speeds when modifying alloy steel jaws? I'm down at .003f .010d and 350 ft/min so I don't keep trashing sandvik inserts, which takes forever to modify the 10" chuck. The first time I let it loose at normal feeds, it shook the house!

Now that's fancy!

So what are yall big machine operators using for feeds and speeds when modifying alloy steel jaws? I'm down at .003f .010d and 350 ft/min so I don't keep trashing sandvik inserts, which takes forever to modify the 10" chuck. The first time I let it loose at normal feeds, it shook the house!
I'm not going to be the most help here, mainly ran thru jaws at last shop and the new place has all the hard work done with their jaws. It takes a while depending on what you're doing, but slower was always better for me. I would venture to say you should be OK going .005f and .030d or greater, just slow the sfm down. Hard stuff and interrupted cuts still need good tool load, just slow speeds. Im running 316 stainless parts tonight coated in Alloy 6. The A6 is welded all over and very hard and interrupted. I go from 400 SFM in 316 down to 100 or so on the A6. Feedrates and DOC's go from .01 & .100 down to about half that.
Thanks for the recommendation, I did push things a bit faster without problem and just needed some second opinion on it.
Looking at most of my Sandvik inserts they recommend 1600sfm :shock: On larger diameter stuff I can hit it, but boy does the lathe spin up fast to get there! I generally limit the RPMs to 3000 for vibration reasons.
Looking at most of my Sandvik inserts they recommend 1600sfm :shock: On larger diameter stuff I can hit it, but boy does the lathe spin up fast to get there! I generally limit the RPMs to 3000 for vibration reasons.
JRH, have you spent much time over ar practicalmachinest.com? Great place to learn from professionals. Here is a recent thread on soft jaws. There was another one from maybe 6 months back that has lots of good info too.
http://www.practicalmachinist.com/vb/showthread.php?t=290242
http://www.practicalmachinist.com/vb/showthread.php?t=290242
So what are yall big machine operators using for feeds and speeds when modifying alloy steel jaws? I'm down at .003f .010d and 350 ft/min so I don't keep trashing sandvik inserts, which takes forever to modify the 10" chuck. The first time I let it loose at normal feeds, it shook the house!
That sounds about right. I usually go a tad deeper .020" and slower .002" ipr.
...
Looking at most of my Sandvik inserts they recommend 1600sfm :shock: On larger diameter stuff I can hit it, but boy does the lathe spin up fast to get there! I generally limit the RPMs to 3000 for vibration reasons.
:shock::shock: I'm taking a basic CNC machining class this semester, one of things we covered was the basic formulas for calculating speeds and feeds, something I never knew how to do. I'm amazed at some of the spindle speeds that "should" be used for a small amount of chip load. ( .003 range)
You are using something to clamp the jaws onto right? I don't like asking smart people stupid questions... but Ive been surprised at the answers I get to those questions sometimes! :mrgreen:
Yes, I always clamp the jaws before trying to work them. Very important question!
Similar threads
- Replies
- 0
- Views
- 155
- Replies
- 35
- Views
- 1K