you can change that lathe to be what ever side you need it to be as long as both sides the top part, bit holder, are V-grooved. you just back the adjuster out of it so it comes off the v-grooves. simply spin it around and thread it back on.
it would be this way after

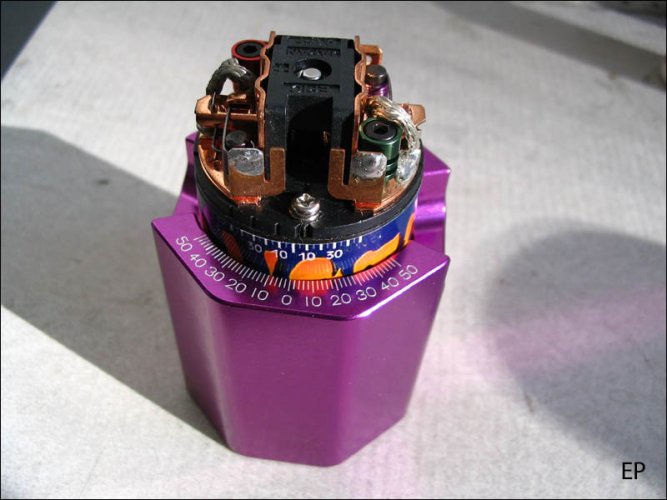
heres a picture from my motor thread from TLTRyan with the same lathe ...... look at the bit angle

3S is way to fast for a lathe, mines a 65T slave that I only spin at 5V for mirror finish cuts everytime.